
During the cylinder inspection process, inspecting the threads is often considered the most difficult to view and assess. Common approved procedures allow for a light and mirror to be moved around the inside of the threads, looking for corrosion or cracks. If something is located, it is difficult to assess. The mirror has a small diameter and based upon an individual’s eyesight, features are difficult to differentiate. When someone comes across a perpendicular line within the threads, they commonly think that a crack has been found. However, cracks are not common and many other anomalies are generally the culprit. The inspector could be seeing a fiber, stain, shadow, or a tap stop. All of which are acceptable within the threads.
Not so fast
The inspector, without looking further, will erroneously condemn the cylinder. They assumed they found a crack and did the correct action by condemning the cylinder. Most of the time, what they condemned was a normal manufacturing issue or dirty thread. Fibers, shadows, and stains can be wiped or cleaned, to show an intact thread. But a tap stop, the most misunderstood issue, cannot be wiped away. Since a tap stop can be easily confused with a crack, cylinders are removed long before their projected service cycle.
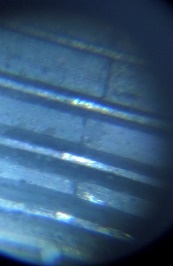
A tap stop is simply a fold in the metal of the thread. This fold has no structural implications. But the fold creates a different elevation in the surface of the metal. This difference in elevation, in a perpendicular pattern, creates a visual effect similar to a crack. A crack is a separation in the metal. A tap stop is simply a fold. But since they both appear in a perpendicular fashion; it is difficult to discern between the two.
What causes a tap stop mark?

When a cylinder is being manufactured there is a rough opening, designed to place a valve upon further processing. Once the metal is formed into a crown, and the opening is ready, threads are created within the opening. To create the threads, a TAP is inserted to the specified diameter. The TAP rotates into the opening, stops, and is then rotated back out. During the back out process, any loose metal is folded back on itself. There is only a small amount of metal, so the fold is small and distinct, like a crack. This does not occur every time. Only in a small percentage of cylinders. However, it could be considered fairly common, unlike a crack, which is rare.
What differentiates a tap stop from a crack?
Tap marks are formed by a man-made tool. It is engineered to certain specifications; therefore, it creates a very specific pattern. A crack is formed by natural forces, therefore, will have numerous variables. A TAP will have a specific number of “sides” or formations. Cracks are variable, normally one or two. The tap creates the folds near the bottom of the threads, and normally only protrude up a few threads. Cracks, if unchecked, will continue to grow along a vertical path. The way you tell the difference is by marking and counting the potential concerns the inspector sees within the threads. If you develop a pattern – a certain number of marks, equal distances apart, you likely have a tap stop mark, and the cylinder can remain in service.
How do you mark or test the tap stop vs. crack protocol?
During the thread inspection process, use a grease pencil or some other marking device. Each time you see an area of concern, mark the location on the outside of the cylinder. When the inspection is completed step back and look at the marks. If you have over three, equal distances apart, you have a tap stop.
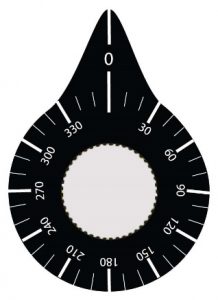
Cylinder Training Services has developed a Cylinder Thread Viewer, with an index plate and built-in laser to help locate specific areas. The index plate has a point, which is easily gripped, and a 360-degree marking sticker, affixed to the index plate. You place the index plate point on a specific location of the cylinder, such as the first letter of the serial number. This becomes your reference point. As you rotate the unit through the threads, the laser tracks along the index plate. Each time you find an area of concern, see where the laser lands, and record that number. When you look at the results, and there is a pattern, such as every 30 degrees, you know you found a tap stop.
Some final points

Tap stops are more common than cracks. If I were to guess on a number, based on personal experience, I would say 25-30% of cylinders may have a tap stop mark. Finding a crack is much less common, 1%-2%, based on personal experience. Cracks are rare. When you record any concerns, you may not see exact degrees all the way around the cylinder. For example, on a 6-sided TAP, you might only see 3 tap marks. But they will be equal distances apart. This is because the valve opening may not be perfectly round, or the TAP may have had a slight angle. But the three you locate will be equal distances apart.
When a technician is reviewing the threads of a cylinder and they find something unusual, do not jump to conclusions. If a technician says they found a crack, be skeptical. Clean the threads, displacing the fiber, or mark, and check again. Do not rush to condemning a perfectly good cylinder.
By Don Kinney
